|
Stabilizing molding rates with solenoid valves
By Paul Allen
Process control is revolutionizing the injection molding industry. The latest computer-based process-control systems make it possible to produce better parts faster and more consistently. As much as these systems accomplish, however, uncontrolled variables in the molding process still exist and decrease the effectiveness of the process controls from cycle to cycle. Oil temperature is one factor that causes problems where even the finest process controls are used. But this detriment to injection molding can be easily solved.
CYCLE-TIME VARIANCE
The largest in the molding process is the mold stroke--a combination of mold-closing time, mold-opening time and the total open time (particularly on semiautomatic jobs). Clamp-function monitors enable tight clamp-phase control by allowing optimum machine settings but, even with this control, clamp times will continue to vary from shift to shift. This variance is perplexing, it stands to reason that if nothing on the machine is reset, the clamp times should remain constant. It has been found, however, that they vary.
One cause of this variance is based on the greasing of the tie bars, particularly on manually greased machines. As tie bars run dry, average clamp opening and closing times can be lengthened by 15 percent or more. On machines with automatic greasing systems, the opening and closing times also vary-- decreasing slightly after each greasing sequence, then increasing until the next greasing cycle. Since greasing cycles are frequent and consistent they should average out to a constant. However, analysis of long term averages from shift to shift shows that they do not. The remaining variable is oil temperature, which can fluctuate from 10 to 15 degrees F.
CONVENTIONAL OIL-TEMPERATURE CONTROLS
Oil temperature is critical to consistent machine cycling. Oil-temperature changes affect operating speed and effective pressure of the entire hydraulic system. Most machine manufacturers offer temperature-control devices on their equipment as an option. Conventional systems, however, have been found to be inaccurate and, in fact, poorly suited to the demands of a molding operation. Consequently, much of the potential of a costly process control is wasted.
Cleaning is another problem associated with most OEM temperature-control systems. The heat exchanger must be removed frequently to clean accumulated sludge and algae. The problem can be so severe that molders simply remove the flow-control valves entirely, and because they did not work well on the first machines, they don't order them on subsequent equipment. The result, of course, is wildly fluctuating oil temperature.
Why do these problems exist? The typical OEM oil-temperature-control equipment consists of a flow-control valve governed by a gas filled bulb that expands or contracts in response to the oil temperature. Thus, oil temperature determines the degree of bulb expansion and the opening of the flow-control valve. Varying oil temperatures, therefore, initiate changes. The bulb-type system can work well in applications where available water pressure, load on the machine and available water temperature remain constant. But it requires clean water to prohibit heat exchangers from building up sludge. The flow-proportioning controls also fluctuates. Unfortunately, all of these factors can vary in a typical molding operation and can lead to less than optimum molding conditions.
For example, assume that a particular machine reaches equilibrium at 100 degrees F and that a 40 percent valve opening is needed to maintain that temperature. Suppose the temperature of the tower-cooled water drops 10 degrees F when the sun goes down. The flow valve will not change until the oil temperature does. As the oil temperature drops, the flow-control valve will close down until a new equilibrium is reached. Suppose this happens at a 95 degree F oil temperature and a 30 percent valve opening. If conditions remain constant, the oil temperature won't go up, because that would require the valve to close more. But the valve won't close further unless the oil temperature goes down.
Look at what has happened: Equilibrium oil temperature has dropped 5 degrees from 100F to 95F. And at an oil temperature of 100F, the valve is 40 percent open; at 95F, the valve is 30 percent open. The oil temperature, given the new conditions, cannot go back to 100F because at that temperature the valve calls for a 40 percent opening, and with the lower cooling-water temperature, at that flow, the oil temperature will drop.
This is a striking example of how variable water temperature can cause significant variation in oil temperature. Consider also varying water pressure and, most importantly, work load on the press itself, and the temperature difference can be as much as 15 degrees F. With a little sediment in the heat exchanger, variations of up to 25 degrees F may result.
Sediment is another critical factor. The flow-control valve is never fully open, and when the oil temperature is low, as during start-up, it is open only enough to allow a trickle of water to flow. Therefore, algae and sediment settle in the heat exchanger and reduce its efficiency tremendously. Since heat exchangers are generally the lowest points of the entire water system, gravity accentuates the problem.
SOLENOID-VALVE CONTROLS
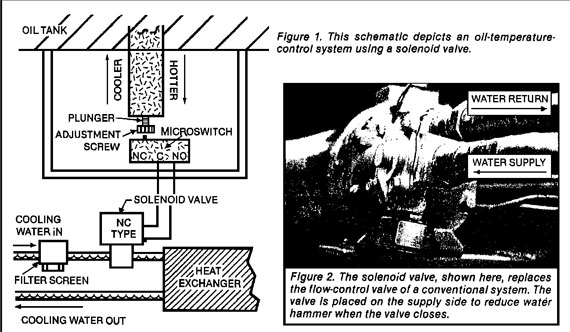
One way to combat these problems is to use a solenoid shutoff valve controlled by a thermocouple (Figure 1). This provides a more consistent temperature. When the thermocouple reacts, the solenoid valve opens and provides maximum cooling instantly. Oil temperature does not need to rise further to achieve more cooling. The oil temperature will vary less from the desired mean temperature.
With a solenoid shutoff valve, oil temperature is controlled by time proportioning, not by flow proportioning. If the available pressure drops while the valve is open, the load on the press and the temperature of the water increase simultaneously. The valve simply remains open longer, until the thermocouple control hits a fixed low point.
The time-proportioning system is in one of two states--zero cooling or maximum cooling. The cooling control is independent of water conditions such as pressure or temperature. Variance of these factors, therefore, does not affect the accuracy of the system.
The solenoid-operated valve eliminates the need for cleaning. When the valve opens, the heat exchanger is flushed out with full available pressure and unrestricted flow. Sediment and algae do not settle and encrust the heat exchanger (Figure 2). Solenoid-valve systems installed by one manufacturer about two years ago have not yet required removal for cleaning. Previously, monthly cleaning had been necessary. The company also reports oil temperature stability to ± 3 degrees F, compared with ± 15 degrees experienced with typical OEM equipment, and start-up and reduced reject rates.
Solenoid-operated valves also facilitate start-up of cold machines because zero cooling will be in effect until the machine reaches operating temperature. Flow-control valves begin to open before the desired temperature is reached. The machine will still warm up but at a much slower rate than would be possible if there had been no cooling.
Similar observations about temperature control are emerging from Europe. Demag now provides solenoid-valve oil-temperature controls on its equipment, and company spokesmen report substantially less oil-temperature fluctuation.
Machines with flow-control valves can be easily and economically converted to accommodate solenoid valves. All the components are available at plumbing-supply houses, and the cost should run approximately $125.00 . Installation takes 2 to 3 hours. All things considered, use of solenoid valves to control oil temperature is a fast, inexpensive means of improving molding conditions.
|