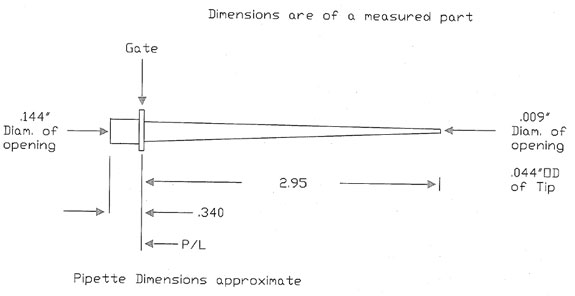
The mold shown is a 16 cavity pipette mold making the part above. The best cycle time was 22 seconds, and cavities would be shut off when they produced defects. If only 8 cavities were left, the mold would be repaired back to 16 and production started again. To complete a production run, this would occur a few times.
The mold was cooled with a bubbler ending before the part began, and was very cold in that area. From the gates it had to back fill. That’s why we changed the venting in that area and also avoided cooling there; hence less injection speed and/or force was needed to backfill. But the main reason the mold destroyed itself was the high temperature the
tip of the core got because of venting. As soon as molding began, hot molding gases were compressed and forced out around the tip, making the tip much hotter than the melted plastic coming in. The mold was destroyed by the thermal expansion of the steel over its length and diameter. When the mold was repaired, the cores taken out had all turned blue at and near the tip because of the high temperature. Before the mold was returned to the owner, 400,000 parts were produced at a cycle of 14 seconds without a problem, that’s 25,000 cycles.
History of the mold:
The Massachusetts Company was purchased by a Danish company and they were having a meeting in Arizona, the young engineer that believed in what we told him about what the process would do, got us the PO to do it. This video was made for him to show this mold running with water transfer.
We told him:
1. The mold would not destroy itself.
It did not show any signs of it.
2. The cycle time would be 11 seconds, but we amended that to 14.
Logic could not get down to 11 because the mold had 4 hot tips, each serving 4 cavities. When we dropped the cycles below 14 seconds, it would flash down the sucker pins on the short runners and the mold would fail to close.